Студентам > Рефераты > Инверторные источники питания для электродуговой сварки
Инверторные источники питания для электродуговой сваркиСтраница: 9/14
Таблица № 3 | Источник | Напряжение питающей сети, В | Диапазон регулирования длительности действия прямого и обратного тока, с | Диапазон регулирования амплитуды прямого и обратного тока,А | ПВ, % | Габаритные размеры, мм | Масса, кг | | ВМ 120 | 220 | - | 20-120 | 100 | 276x270x65 | 2,2 | | ВМ 120Р | 220 | 6-600 Плавно | Плавно | 100 | 276x270x65 | 3,7 |
ООО НПЦ "ПромЭл-2000" уже три года работает на российском рынке. За это время разработаны и запущены в серийное производство малогабаритные инверторные сварочные аппараты, технические характеристики которых приведены в таблице № 2.
Разработаны и внедрены в производство также малогабаритные гальванические источники питания инверторного типа (таблица № 3).
Малогабаритные сварочные аппараты серии ВМЕ на основе высокочастотных транзисторных инверторов предназначены для высококачественной ручной дуговой сварки покрытыми электродами диаметром 1,6-6 мм током прямой и обратной полярности. Аппараты обеспечивают легкий поджиг, устойчивое горение и эластичность дуги, минимальное разбрызгивание металла, надежность и высокое качество сварных швов, сварку большинства углеродистых, легированных и коррозионно-стойких сталей. Их применение гарантирует безопасность работы согласно международным нормам IEC 974.
Соответствуя по основным параметрам сварки аналогичным зарубежным изделиям таких ведущих производителей, как Telwin, Fronius, EWM, аппараты серии ВМЕ имеют меньшие массу и габаритные размеры, высокую продолжительность включения и значительно меньшую стоимость.
Силовые источники питания для сварки и в дальнейшем будут совершенствоваться, что расширит их функциональные возможности.
2.2 Особенности работы сварочных инверторов от автономных источников питания
В последнее время возрастает применение автономных установок, оборудованных сварочными постами - передвижных ремонтных мастерских, аварийных машин и т. п. В них на шасси установлена коробка отбора мощности с генератором или дизель-генератор и различные потребители, в том числе сварочные посты. Нередко предпочтение отдается инверторным сварочным аппаратам из-за их сравнительно высокого КПД (10-15 кВт при токе сварки до 250 А) и небольших габаритных размерах и массы. К сожалению, производители подобных машин часто ограничиваются подбором генератора и сварочных источников исходя только из мощностных характеристик, что приводит к выходу из строя сварочных аппаратов, а нередко и самих генераторов.
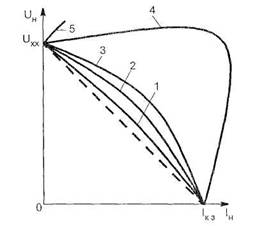
При работе сварочных инверторов от автономных источников питания необходимо учитывать особенности и тех, и других. Так, при индуктивной нагрузке (сварочный трансформатор) внешняя характеристика синхронного генератора имеет резко падающий характер, причем с уменьшением cosφ падение напряжения усиливается (рис 14, кривые 1, 2). При активно-емкостной нагрузке (сварочный инвертор) cosφ опережающий и с ростом потребляемого тока напряжение возрастает тем сильнее, чем меньше cosφ (см рис 14, кривые 4, 5). При U = 0 (короткое замыкание) все характеристики пересекаются в одной точке, соответствующей значению тока трехфазного короткого замыкания.
Поскольку в основном характер потребляемого тока активно-индуктивный, изготовители генераторов вводят дополнительную положительную обратную связь по току для компенсации падения напряжения на нагрузке, тес ростом тока в нагрузке генератор повышает напряжение.
Инверторные источники имеют емкостной характер нагрузки, поэтому с ростом тока напряжение возрастает, а наличие положительной обратной связи по току приводит к еще большему росту напряжения. Результатом может быть выход из строя инвертора или самого генератора из-за перенапряжений.
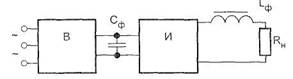
Структурная схема типичного инверторного сварочного источника приведена на рис 15. Трехфазное напряжение выпрямляется выпрямителем В и сглаживается емкостным фильтром Сф. Инвертор И преобразует постоянное напряжение в переменное повышенной частоты, которое понижается трансформатором и выпрямляется выпрямителем В и далее через индуктивный фильтр Сф поступает в нагрузку RH.
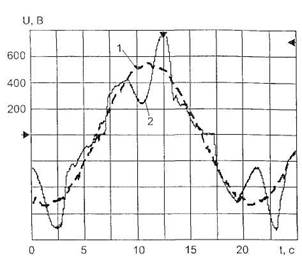
На рис. 16 приведены осциллограммы линейного напряжения на входе обычного инверторного источника (ток сварки 150 А) при питании от синхронного генератора АД-30 мощностью 30 кВт. Емкость конденсатора фильтра Сф равна 40 мкФ. Видно, что кривая линейного напряжения имеет значительные искажения, а амплитуда превышает 700 В. Уменьшение емкости фильтра в 4 раза снижает амплитуду линейного напряжения до 610 В, но в кривой потребляемого тока появляется высокочастотная составляющая, равная частоте инвертирования, что нежелательно. Рис.14 - Внешние характеристики синхронного генератора (3 -cos(φ= 1) Рис.15 - Структурная схема инверторного сварочного источника Рис.16 - Линейное напряжение генератора АД-30: 1- холостой ход, 2 -при питании обычного инвертора
С ростом потребляемого тока возрастает действующее значение напряжения генератора, причем приращение напряжения зависит от соотношения потребляемой и номинальной мощностей генератора. Так, при питании четырех обычных сварочных инверторов с суммарной потребляемой мощностью 34 кВт от генератора БГ-100 оно составило 10 В, а при питании такого же числа инверторов от генератора БГ -60 - 40 В. При этом амплитудное значение линейного напряжения возросло от 540 до 696 В. Применение генератора БГ-30 обеспечивает нормальную работу только одного обычного инверторного источника без проведения дополнительных мероприятий.
|