Студентам > Рефераты > Инверторные источники питания для электродуговой сварки
Инверторные источники питания для электродуговой сваркиСтраница: 13/14
Рис.20 – Панель управления источника Invertec V300-1
При сварке порошковой проволокой рекомендуется устанавливать регулятор в положение, соответствующее максимуму. Для сварки сплошной проволокой в СО2 или смеси газов с большим содержанием СО2 на шкале устанавливают одно из значений верхней половины диапазона. При использовании в качестве защитной среды смеси инертных газов рекомендуется первая половина шкалы.
Источник имеет возможность дистанционного управления путем подачи напряжения на выходные терминалы и регулировки выходной мощности с помощью двух двухпозиционных переключателей установки режима дистанционного управления. Один из них управляет подачей напряжения на выходные клеммы источника. При этом возможны два положения: на клеммах постоянно присутствует потенциал (ручная дуговая сварка штучными электродами, аргонодуговая сварка вольфрамовым электродом, воздушная строжка) и потенциал подается на клеммы только при нажатии кнопки на горелке (механизированная сварка).
Другой тумблер выбирает режим регулировки выходной мощности, управление которой может происходить либо с помощью регулятора, установленного непосредственно на источнике, либо со специального пульта дистанционного управления Длина стандартных кабелей пульта ДУ составляет 7,6 или 30,2 м. Допускается параллельная работа двух источников для увеличения выходной мощности.
Такое разнообразие режимов и функций предполагает использование источника питания lnvertecV300-1 с большим количеством дополнительного оборудования. Далее рассматриваются примеры наиболее распространенного применения источника.
Аргонодуговая сварка неплавящимся электродом. Для использования вместе с источником разработан специальный блок DC TIG Starter, крепящийся под источником и увеличивающий его высоту на 20 см. При этом полностью сохраняется легкость и удобство при переноске. Блок обеспечивает следующие функции: высокочастотный старт дуги без касания электродом детали; управление подачей инертного газа, фиксированную предварительную подачу и программируемую задержку отключения газа; регулировку спада тока при заварке кратера; выбор двух или четырехшагового сварочного цикла.
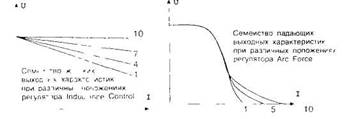
Механизированная сварка в цеховых условиях. Источник питания Invertec V300-1 обеспечивает использование практически всех подающих устройств производства The Lincoln Electric Companv. Также возможно подключение подающих механизмов, работающих на переменном токе при 42 или 115 В. Диапазон тока, равный 5-350 А, позволяет использовать проволоку диаметром 0,6-1,6 мм э функция управления индуктивностью - точно подстроить сварочную систему для конкретного применения. Рис.21 – а) жёсткие выходные характеристики при различном положении регулятора Inductance Control; б) падающие выходные характеристики при различном положении регулятора Arc Force.
Механизированная сварка в монтажных условиях. Для этого рекомендуется применять подающии механизм LN-25, который не требует кабеля управления и питания, а работает при включении в сварочную цепь. Комплект Invertec V300-1/LN-25 зарекомендовал себя при использовании на открытых строительных площадках, стапелях, при проведении ремонтных работ на открытом воздухе, т е везде, где требуется максимальная мобильность и транспортабельность.
Механизированная сварка цветных металлов и сложных сталей. Специальный блок MIG Pulser позволяет применять источник питания Invertec V300-1 для импульсной сварки. Блок включается в цепь кабеля управления между источником и подающим механизмом. Диапазон частотного регулирования 20-300 Гц. Допускается раздельная установка базового и пикового тока. Применение блока позволяет выполнять импульсную сварку алюминия и коррозионно-стойкой стали с высоким качеством. Для сварки алюминия, особенно в монтажных условиях, рекомендуется использовать в комплекте с источником питания Invertec V300-1 специализированный полуавтомат COBRAMATIC, оборудованный системой горелок Push-Pull. Эта система позволяет использовать горелки со шлангами длиной до 15 м для подачи алюминиевой проволоки диаметром 0,8-1,6 мм. При этом возможна сварка алюминиевых конструкций практически любых формы и размеров.
Сварка трубопроводов в полевых условиях.
При использовании специализированного полуавтомата LN-23P можно применять источник Invertec V300-1 для качественной и высокопроизводительной сварю, труб комбинированным методом штучный электрод + порошковая самозащитная проволока. Схема использования комплекта: корневой шов выполняют штучным электродом с основным (Lincoln 16P) или целлюлозным (Eleetweld 5P+) покрытием. Горячий заполняющий и облицовочный проходы выполняют порошковой самозащитной проволокой (Innershiek NR-207 или NR-208H). В связи с тем, что выходные сварочные характеристики источника не зависят от колебаний частоты входного напряжения а также учитывая низкую потребляемую мощность, можно одновременно использовать несколько аппаратов при питании их от дизель-генераторов переменного токе на 220 или 380 В. Применению данного оборудования, способствуют также его малые масса и габаритные размеры, возможность работы при температуре -40 - 40 °С и высокая степень защиты от влияния окружающей среды. 2.5 Сварочные инверторные аппараты MOS 138E, MOS Г68Е, MOS170E
- Сварочный ток - постоянный. Сварка различных материалов как
на прямой, так и на обратной полярности;
- TIG - для сварки стали, нержавеющей стали, меди, никеля толщиной от 0,5 мм;
- Функция «Горячий старт» - для облегчения первичного возбуждения сварочной дуги;
- Функция «Анти-липкий» помогает избежать перегревания электрода, защищая его металлургические свойства;
- Функция «ARC FORCE» - стабилизация сварочной дуги;
- Защита от перегрева;
Оборудование для дуговой TIG сварки (вольфрам, инертны газ), изготовляемое по технологии INVERTER дает возможность соединять металлические детали плавлением. Это позволяв делать неразъемные соединения под действием выделяемой теплоты при электродуговом разряде между концом электрода основным материалом сварки.
Таким образом, металлические части соединяются расплавом. Новая электронная технология позволяет изготавливать оборудование, отличающееся особыми свойствами: меньшим весом и малым потребляемым током. Технические характеристики аппаратов приведены в таблице №6.
Таблица № 6 | Наименование оборудования | Размерность | MOS 138E | MOS 168E | MOS 170E | | Напряжение сети | В (50-60 Гц) | 1 фазах 230 | 1 фазах 230 | 1фаза230 | | Максимальный ток сети | А | 16 | 16 | 16 | | Потребляемая мощность | кВА | 2,5 | 3,0 | 3,5 | | Коэффициент мощности | cos<φ | 0,8 | 0,8 | - | | Эффективность | η | 0,85 | 0,85 | - | | Напряжение холостого хода | В | 90 | 90 | 70 | | Пределы регулирования | А | 5-130 | 5-150 | 5-160 | | Диаметр используемого материала | мм | 1,6-3,2 | 1,6-4,0 | 1,6-4,0 | | Рабочий цикл | А | 130-20 % 75-60 % | 140-15 % 90-60 % | 160-20 % 115-60 % | | Габариты | мм | 275x130x170 | 320x130x170 | 320x130x170 | | Вес | кг | 3,8 | 4,0 | 4,0 | | Дополнительные | | DS10/TG17 | DS10/TG17 | TG17 | |
по желанию: кейс для переноса аппарата |
|