Студентам > Рефераты > Технология изготовления печатных плат
Технология изготовления печатных платСтраница: 9/18
Основные материалы, используемые для подплатников:
· Композит эпоксидный, плакированный бумагой, с деревянной сердцевиной использующий соединяющий компонент со смазочными свойствами.
· Композит, плакированный алюминием, с деревянной сердцевиной.
· Композит, плакированный эпоксидной бумагой, с деревянной сердцевиной.
· Композит, плакированный меланином, с деревянной сердцевиной.
· Композит, плакированный уретаном, с деревянной сердцевиной
· Твердый Фенол.
· Плакированный алюминием фенольный композит.
· Дерево.
· Древесноволокнистая плита.
Рабочие характеристики
Желательные свойства материала подплатника следующие: минимальное изменение толщины, плоскостность (отсутствие неровностей, коробления и изгибов), не абразивность, не загрязняет, имеет гладкую поверхность, низкую энергию резания (для уменьшения температур резания), также поверхность этого материала должна быть твердой, что обеспечивается медным покрытием, и не должен повреждать или налипать на сверло.
Материалы подплатников со смазочными свойствами на 50% или более снижают температуру сверления. Обычно эта температура ниже температуры плавления покрытия рассверливаемого материала. Это обстоятельство сильно снижает дефекты стенок отверстия, что в свою очередь позволяет увеличивать размер пакета рассверливаемых плат, и увеличивает срок службы сверла. Это очень важно, т. к. уменьшает стоимость отверстия и увеличивает продуктивность и выход годного.
Нужно помнить, что при сверлении часть материала подплатника остается на сверле, и при его выходе может происходить загрязнение отверстия. Материалы содержащие (или просто) фенолы не очень пригодны для использования в качестве подплатников. Фенольные материалы или композиты обычно деформированы и при большинстве условий сверления будут загрязнять стенки отверстий, в результате чего возникнут проблемы с адгезией палладия (или другого осаждаемого материала).
Посадочные кольца
Посадочные кольца предназначены для обеспечения единой длины от вершины сверла до плоскости кольца. Это необходимо для контроля глубины резания. Поэтому качество этих колец может сильно влиять на качество сверла вообще. Посадочные кольца напрессовываются на сверло. Слабо напрессованное кольцо приводит к его смещениям относительно вершины сверла и следовательно к неконтролируемой (часто недостаточной) глубине резания. Слишком сильно напрессованное кольцо может сломаться. При несносности или не параллельности внутреннего и внешнего цилиндра кольца, возникают проблемы с посадкой сверла (с кольцом) в шпиндель или кассету. В последнем случае это может вызвать неполадки со сменой инструмента в процессе работы.
Посадочные кольца выполняют разных цветов в зависимости от диаметра, на них также наносят величину диаметра и/или длину рабочей части сверла и/или серийный номер. Так что посадочные кольца выполняют две функции:
· обеспечения единой длины
· маркировки сверл.
Центрирующие штифты
Центрирующие штифты могут быть различной формы и размеров. Их стоимость в общей стоимости изготовляемой платы незначительна. Очень часть центрирующие штифты разрушаются или деформируются (т.е. сжимаются при установке в пакет). Если штифты посажены недостаточно плотно, то это (в следствие смещения плат) может вызывать множество проблем - от увеличения заусенцев и других дефектов отверстия до плохой точности взаиморасположения или поломки сверла. Для решения этих проблем достаточно своевременно менять штифты. Рационально использовать штифты диаметра. Штифты с диаметром меньшим чем могут вызывать смещения пакета плат.
5.2. ЭЛЕКТРИЧЕСКИЙ КОНТРОЛЬ
Электрический контроль - важная часть производства печатных плат. Он предназначен для проверки целостности - разобщения печатных плат, что включает в себя проверку на обрыв цепи, короткое замыкание, правильность топологии.
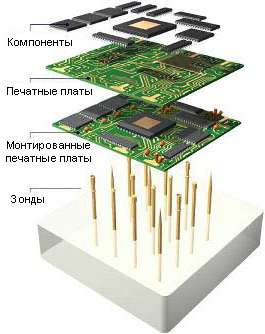 В основе электрического контроля лежит наличие в системе "зонд-проводник платы-зонд" или "зонд-проводник платы-компонент-проводник платы-зонд" контакта. Наличие проводимости в платах обусловлено взаимным расположением цепей и их целостностью в топологии плат. В основе электрического контроля лежит наличие в системе "зонд-проводник платы-зонд" или "зонд-проводник платы-компонент-проводник платы-зонд" контакта. Наличие проводимости в платах обусловлено взаимным расположением цепей и их целостностью в топологии плат.
 6. Сборка печатных плат 6. Сборка печатных плат
Особенностью современного производства электронных устройств является все более широкое применение больших и сверхбольших интегральных схем (БИС и СБИС). При этом существенно возрастает количество выводов каждой схемы, расстояния между выводами уменьшаются с 2,5 мм до 0,625 мм и менее.
Установка многовыводных корпусов БИС И СБИС на печатные платы технически и экономически более эффективна не в сквозные отверстия, а на контактные площадки, расположенные на поверхности печатных плат.
Этим объясняется все боле широкий переход от монтажа компонентов в отверстия (PTH - Plated Through Hole) к технологии поверхностного монтажа (SMT - Surface Mount Technology).
Вместе с тем, в в настоящее время в большинстве серийных электронных блоков применяют как поверхностный монтаж, так и монтаж в отверстия. Это связано с тем, что конструкции ряда компонентов не пригодны для поверхностного монтажа. Кроме того, в устройствах, работающих в условиях ударных и вибрационных перегрузок, предпочитают монтаж в отверстия из-за более надежного крепления компонентов.
6.1. Типы SMT сборок
(Surface-Mount Technology - технология поверхностного монтажа)
В электронной промышленности существует шесть общих типов SMT сборки, каждому из которых соответствует свой порядок производства. Когда разработчик выбирает тип сборки, его целью должна быть минимизация числа операций, так как каждая операция может увеличивать промышленную стоимость. Существует специальный стандарт, в котором представлены основные виды сборок, разбитые по классам.
SMC и IPC документация по поверхностному монтажу на платы, IPC-7070, J-STD-013 и National Technology Roadmap for Electronic Interconnections включают следующие классификацию следующих схемы поверхностного монтажа:
· Тип 1 - монтируемые компоненты установлены только на верхнюю сторону или interconnecting structure
· Тип 2 - монтируемые компоненты установлены на обе стороны платы или interconnecting structure
· Класс А - только through-hole (монтируемые в отверстия) компоненты
· Класс В - только поверхностно монтируемые компоненты (SMD)
· Класс С - смешанная: монтируемые в отверстия и поверхностно монтируемы компоненты
· Класс Х - комплексно-смешанная сборка: through-hole, SMD, fine pitch, BGA
· Класс Y - комплексно-смешанная сборка: through-hole, surface mount, Ultra fine pitch, CSP
· Класс Z - комплексно-смешанная сборка: through-hole, Ultra fine pitch, COB, Flip Chip, TCP
Операции используемы при различных типах сборки:
| 

