Студентам > Рефераты > Технология изготовления печатных плат
Технология изготовления печатных платСтраница: 12/18
Промежуток времени между нанесением припойной пасты на коммутационную плату и процессом пайки является еще одним фактором, который нужно учитывать при выборе пасты; длительный промежуток времени может привести к ухудшению электрофизических параметров пасты. Припойная паста не должна ухудшать свои параметры не только в условиях термообработки при повышенной температуре, но и в условиях циклического воздействия температуры, которым подвергается плата как в процессе пайки, так и на других этапах изготовления изделия.
В дополнение к этому припойная паста должна быть стойкой к воздействию химических реактивов, используемых в ТПМК, особенно во время очистки смонтированных плат, в процессе которой применяются органические растворители на основе хлора и фтора, а также вода. Несомненно, припойная паста должна быть совместима с материалами коммутационной платы, а также с технологическими процессами, в которых она участвует. Распространенными материалами выводов или внешних контактов электронных компонентов являются золото, серебро, палладий-серебро, медь, а также луженая медь, и припойная паста должна выбираться таким образом, чтобы исключить выщелачивание этих материалов в местах пайки и повысить надежность паяного соединения.
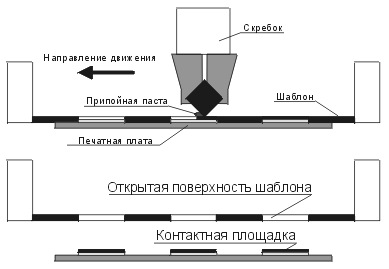
Трафаретный метод нанесения припойной пасты. Наиболее важным в массовом производстве печатных плат, является метод трафаретного нанесения припойной пасты, в котором паста продавливается через трафарет (окна) на контактные площадки печатной платы. Припойная паста уже содержит в себе и припой, и флюс, а их пропорция одна из важных характеристик пасты. Материалом трафарета может быть как сплав никеля, так и нержавеющая сталь. Отверстия в трафарете обычно прорезаются лазером или протравливаются. В массовом производстве этот метод эффективен, но относительно не гибок, так как свой собственный трафарет (причем несколько) требуется для каждой платы. Гибкость достигается только за счет быстрой смены трафарета и автоматического распределения пасты. Основные этапы этого метода показаны на рисунке. При проведении скребком по поверхности трафарета припойная паста продавливается сквозь отверстия в трафарете на контактные площадки. Наиболее важной фазой этого процесса является продвижение пасты вдоль поверхности трафарета, она должна продвигаться с правильной силой, углом и скоростью. Трафарет и скребок должны быть чистыми и паста должна иметь строго определенные характеристики для этой силы, угла и скорости. Ошибки в этих параметрах приводят к плохим характеристикам пайки, такие как непропай и другие. Практика показывает, что больше половины ошибок всего процесса сборки печатных плат приходятся именно на процесс нанесения припойной пасты. Преимуществом метода трафаретного нанесения припойной пасты является то, что паста может быть нанесена слоем до 300 мкм с очень высокой точностью. Также трафарет позволяет наносить пасту толщиной до 0,65 мм.
Диспенсорный метод нанесения припойной пасты |
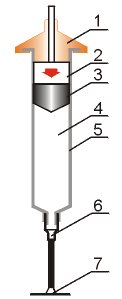
Довольно часто встречающимся методом нанесения припойной пасты, применяемым в штучном и мелкосерийном производстве, является диспенсорный метод, в котором используется диспенсер - шприц. На рисунке показано: 1 - крышка; 2 - давящий воздух; 3 - поршень; 4 - припойная паста; 5 - цилиндр; 6 - сопло; 7 - контактная площадка. Автоматическая дозировка осуществляется в соответствии с данными САПР при помощи сжатого воздуха. Паста поступает в виде "капель" непосредственно на контактные площадки печатной платы. Преимуществом диспенсорного метода является высокая гибкость его применения. Этим методом можно наносить пасту на контактные площадки толщиной от 0,75 мм. |
|
6.3. Установка компонентов на плату
Традиционные компоненты, монтируемые в отверстия были наиболее узким местом в процессе установки их на печатную плату, поскольку практически полностью исключали возможность автоматизации процесса. Огромная экономия достигается внедрением технологии поверхностного монтажа в процессе установки компонентов. Гораздо проще и быстрее автоматизировать процесс установки поверхностно монтируемых компонентов, чем монтаж традиционных компонентов. Автоматизация процесса установки поверхностно монтируемых компонентов стала возможной, благодаря их корпусной структуре - CHIP структуре и, следовательно, поэтому нет необходимости устанавливать компоненты в отверстия на печатной плате. Также надо сказать об автоматизации этого процесса, что большинство автоматических машин для установки компонентов, могу устанавливать все типы SMD компонентов.
Автоматическая установка компонентов
Машины для автоматической установки работают по трем основным принципам: поочередная, поочередно-одновременная и одновременная установка компонентов. В аппаратах поочередной установки один компонент все время устанавливается одной или двумя установочными головками. Поочередная установка, также может проводиться при помощи револьверной головки. В поочередно-одновременной установке несколько компонентов может быть установлено одновременно. Установочные машины одновременного типа, устанавливают все или возможно-большее количество компонентов за один раз. Поочередные и поочередно-одновременные машины, также называются последовательными и их основное преимущество в гибкости настройки. Если машина поочередной установки оснащена револьверной головкой, скорость установки компонентов на печатную плату значительно возрастает. Эти машины могут устанавливать компоненты нескольких типов. Место установки компонента может быть легко изменено, а точность установки достаточно высока. Машины одновременной установки компонентов значительно производительней. Скорость установки компонентов может достигать 300000 компонентов в час, однако эти машины не так просты и гибки в настройке. Если для изменения места установки компонента в машинах поочередного и поочередно-одновременного типа достаточно изменить программы, то для машины одновременной установки требуются значительные ложные механические изменения. Поэтому, эти машины используются, в основном, для особо больших партий изделий.
Ручная установка компонентов
Поверхностно монтируемые компоненты могут устанавливаться как в ручную, так и механически. Ручная установка SMD компонентов проще, чем установка компонентов монтируемых в отверстия. Небольшие размеры и маленькое расстояние между проводниками вводит, однако, некоторые требования к рабочему инструменту и рабочей атмосфере. Чаще всего, эти компоненты устанавливаются на печатную плату при помощи вакуумного пинцета, использование различных насадок пинцета позволяет устанавливать компоненты практически всех типов. Ручная установка вакуумным пинцетом нуждается в специальной технической поддержке, чтобы компоненты были установлены правильно и точно на контактные площадки печатной платы. Это и ограничивает производительность ручной установки до порядка 500 компонентов в час.
|


